

High-alloy austenitic stainless steels are often used for welded plate heat exchangers in demanding applications in the refining, chemical, and petrochemical industries. However, less ductile duplex grades can offer a cost-effective alternative while maintaining the highest possible corrosion resistance.
Air cooling applications in the refining and petrochemical industries usually rely on shell-and-tube heat exchangers. However, plate heat exchangers (PHE) can provide more efficient heat transfer, resulting in a more compact design that is also less prone to fouling. The complex shape of the plates in a PHE is a significant design challenge that requires a material with high formability for the fabrication processes, as well as durability and corrosion resistance in operation. The sealing properties of the stack of plates are critical for optimal performance. This is because the operating pressure cannot reach the same level as for a shell-and-tube heat exchanger. A consequence of the stacked-plate design is that it is also more vulnerable to crevice corrosion in severe environments. By definition, a PHE is generally characterized as pressure equipment as it has internal pressures over 0.5 bar. This means that high mechanical strength is a crucial property. The following critical design criteria and associated material properties are typically required for a PHE:
- High pressure – High mechanical strength
- Complex shape – High formability
- Corrosive media – High corrosion resistance
- Efficient heat transfer – High thermal conductivity
What are the possibilities for using duplex stainless steels?
The most commonly used materials for PHE applications are the highly ductile and corrosion-resistant austenitic stainless steel alloys such as 304L, 316L, and higher alloyed versions such as super-austenitic 6% Mo grades for harsher environments. Other materials such as nickel and titanium alloys are also alternatives for use with extremely corrosive media, as well as copper alloys which provide very good heat transfer properties.
If the starting point in designing a PHE is to select stainless steel for its corrosion resistance, then it makes sense to consider duplex grades for their higher strength. The acceptable design stresses for different duplex alloys are up to two times higher than those provided by austenitic grades with no nitrogen addition – according to the applicable design standards (e.g., ASME VIII, EN 13445).
If the strength advantage of duplex can be utilized, then it is possible to use thinner gauges or higher working pressures. The use of thinner plates will also improve the heat transfer capacity. Duplex alloys also offer a somewhat higher heat conductivity.
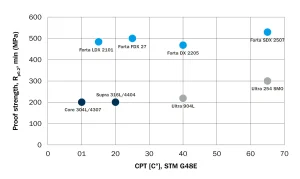
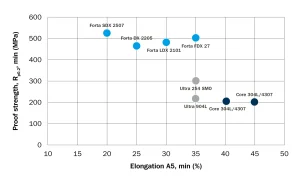
To evaluate the potential for using a duplex alloy in a PHE, the key parameter is its forming properties. Duplex stainless steels have a lower formability than most austenitic grades, with a fracture elongation of about 25% versus 40%. More ductile duplex alloys, such as Forta FDX 27 (1.4637, S82031), utilize the Transformation Induced Plasticity (TRIP) effect to further improve their formability to a level approaching austenitic alloys. However, its corrosion resistance is not always suitable for harsh conditions.
Therefore, when designing a PHE for harsher environments, we need to ask if conventional Forta DX 2205, or even super-duplex Forta SDX 2507, offers a suitable alternative to the more expensive high-alloy austenitic grades? The critical material properties of duplex and austenitic grades are illustrated in Figures 1 and 2.
Using a Forming Limit Diagram (FLD)
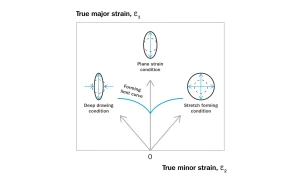
Rather than looking only at elongation, a forming limit diagram (FLD) is a better tool to assess the formability of complex metal sheet. This diagram illustrates the three main forming conditions of plane strain, stretch forming, and deep drawing, as shown in Figure 3.
Fig. 3 – FLD at different forming conditions
For PHE sheets there are different types of strain conditions depending on the specific shape of the pattern and the radii and height of the corrugations, which influence the flow and heat transfer capacity. The complexity of the shape has a strong impact on the tool design and how the forming operation can be performed using a certain material.
Figure 4 below shows the typical forming limit curves (FLCs) for three different types of stainless steels.
The austenitic grade provides the best formability under all strain conditions, and the ferritic grade the worst. Although, in relative terms, the ferritic grade performs better in deep drawing. The duplex type, with its dual microstructure, sits in-between.
The complex shape of a PHE plate is really challenging for material performance. The formability would be typically highest when biaxially strained, and lowest in the plane strain condition. Therefore, complex plates often fail under this condition. The sheet thickness also influences the formability – a thinner gauge depresses the FLC. This brings further challenges when using a duplex grade, considering that its higher strength enables a reduction in plate thickness.
To evaluate the feasibility of using a duplex material, one approach is to carry out a forming trial with the existing tooling for the austenitic grade. A grid pattern is then applied to the
blank that makes it possible to use a camera to record and measure the strains after forming, so that they can be compared with the FLC for the same alloy and thickness.
Trial project with Forta DX 2205
The grid pattern analysis was used as part of a trial by the Chinese heat exchanger manufacturer Gansu Lanke Petrochemical Equipment Co., Ltd. (LANPEC), under the leadership of Prof. Chunmei Chang.
The goal of the intensive technical collaboration between Outokumpu and LANPEC was to replace 316L with 0.6 mm Forta DX 2205 sheet for a welded PHE. This was to be deployed in an overhead condenser as part of an atmospheric distillation column in an oil refinery. Previously, the plate design had been considered impossible to produce – a sample is shown in Figure 5.
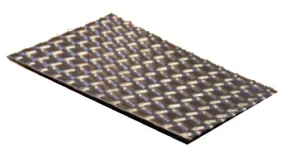
Fig. 5 – A sample of the heat exchanger plate displaying the complex pressed pattern.
Figure 6 shows the strain measurements, indicating that the area most prone to cracking is in the bottom radius of the protrusion in the rolling direction of the sheet, where plane strain conditions prevail. The margin of failure is about 5% strain. However, the most strained area is located at the end point of the ridge where thinning has occurred due to stretch forming conditions. Yet, the margin of failure is about 15% strain. A common guideline is to include a safety margin of about 10 to 15% strain below the FLC to avoid failure.
The test showed that it was possible to use the existing tooling for Forta DX 2205 without causing any failure. Nevertheless, to ensure a robust and predictable solution, minor changes in the pattern were recommended. These were smoothing out the critical radii to reduce both the critical plain strain conditions and to reduce the degree of thinning.
In practice, the all-welded PHE, using Forta DX 2205, was shown to provide a considerably longer service life than 316L. This lowered OPEX for the plant through reduced shutdown, repair and replacement costs. It has been followed by numerous other successful trials such the SINOPEC installation shown in Figure 7.
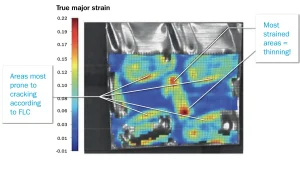
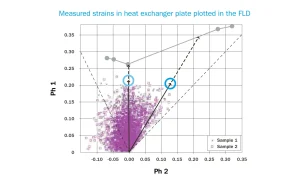
Fig. 6 – FLC compared with strain measurements of the heat exchanger plate.
Duplex for sour applications
Recently, refining and petrochemical plants have encountered even more corrosive sour crude products which reached the limit of Forta DX 2205 for some PHE applications. Therefore, we continued to work on the development of the more resistant, but less ductile, super-duplex grade Forta SDX 2507 as an alternative to more expensive super-austenitic and titanium alloys.
This work has resulted in the consistent production of welded PHEs using Forta SDX 2507. Now, both Forta DX 2205 and Forta SDX 2507 are used widely for PHE applications in oil refining, chemical and pharmaceutical industries, for environmental protection, in nonferrous metal industries and wastewater treatment.
The case is proven for duplex stainless steels in PHE applications
Higher design stresses can be tolerated than for austenitic grades – allowing for higher working pressure or thinner plates.
Relatively complex flow patterns can be pressed using similar forming tools to austenitic materials, with the support of Outokumpu’s expertise.
Cost-effective solutions can be realized with the superior properties of duplex grades to improve heat exchanger performance. Higher corrosion resistance delivers reliable operation and a potentially longer service life for optimized life cycle cost (LCC).

Super austenitic stainless steel 254SMo is widely used in chloride-rich marine environments due to its excellent pitting corrosion resistance and relatively low cost. This paper mainly discusses the characteristics and welding technology of 254SMo steel. Through welding experiments on 254SMo steel, followed by post-weld mechanical and corrosion performance tests, and qualitative and quantitative analysis of the metallographic structure, the welding process for 254SMo steel was determined. Correct welding techniques and reasonable welding parameters are key to ensuring that the welded joint meets both mechanical and corrosion resistance requirements.
1. Test Method
To verify the applicability of the welding process, one test piece each of two specifications of 254SMo steel pipes, φ60.3mm×5.54mm (Test Pipe 1) and φ168.3mm×11mm (Test Pipe 2), were selected for welding. Post-weld mechanical and corrosion performance tests were conducted. The test process and methods are as follows.
(1) Welding Materials 254SMo steel can be welded using various methods such as Tungsten Inert Gas (TIG) welding, Shielded Metal Arc Welding (SMAW), and Submerged Arc Welding (SAW), but the most commonly used is still TIG welding. Based on the actual engineering requirements, this paper selected TIG welding.
When welding 254SMo steel with welding materials that have matching chemical compositions, two major weaknesses are prone to occur: First, due to the influence of the welding thermal process, severe segregation of alloy elements occurs in the austenitic structure of the fusion zone. Particularly, elements like Cr, Mo, and N, which directly affect the corrosion resistance of the weld joint, tend to segregate towards the grain boundaries, while the alloy content within the grain cores decreases sharply, making these areas weak points against corrosion. Second, because the molten pool solidifies in the austenitic region, both the weld metal and the Heat-Affected Zone (HAZ) have a greater tendency for hot cracking. Based on the above two points, welding materials with chemical compositions matching the base metal are generally not recommended for welding 254SMo steel. Since Mo element can significantly improve corrosion resistance while also reducing the hot cracking tendency, high-Mo Ni-based alloy welding materials are usually selected, among which ERNiCrMo-3 is commonly used.
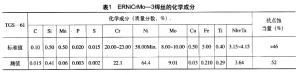
This paper selected TGS-61 (type ERNiCrMo-3) solid TIG welding wire. The chemical composition of the welding wire is shown in Table 1. The shielding gas for both the front and back sides was Argon gas with a purity ≥99.99%.
Table 1 Chemical Composition of ERNiCrMo-3 Welding Wire
(2) Base Metal The test pipes were 254SMo steel pipes produced by Sweden’s Sandvik company, delivered in the solution-annealed condition. The chemical composition and mechanical properties of the base metal are shown in Tables 2 and 3.
Table 2 Chemical Composition of 254SMo Steel Chemical Composition (Mass Fraction, %) Pitting Resistance
C Si Mn P S Cr Ni Mo Cu N Equivalent (%)
Standard Value 0.020 0.80 1.00 0.030 0.010 19.5~20.5 17.5~18.5 6.0~6.5 0.50~1.00 0.18~0.22 >42
Test Pipe 1 0.008 0.41 0.77 0.019 0.0008 19.85 17.85 6.04 0.51 0.203 43
Test Pipe 2 0.013 0.36 0.66 0.024 0.0004 19.62 18.24 6.10 0.71 0.212 43
Table 3 Mechanical Properties of 254SMo Steel Yield Strength/MPa Tensile Strength Elongation
254SMo
(3) Groove Design The groove form is shown in Figure 1, with a 60° groove angle and a 1~1.5mm root face.
Figure 1 Groove Form
(4) Pre-weld Preparation The groove was obtained by machining. Before welding, the area within 50mm of the groove surface on both the inside and outside of the pipe must be cleaned to ensure the absence of oil, rust, or other contaminants (use acetone to clean oil stains). Like conventional austenitic stainless steel, super austenitic stainless steel does not require preheating before welding.
(5) Welding Parameters To ensure the corrosion resistance of the weld area and prevent hot cracking, heat input and interpass temperature must be strictly controlled during welding. The heat input should be controlled below 2.0 kJ/mm, and the interpass temperature should be controlled below 150°C. The welding parameters are shown in Table 4.
Table 4 Welding Parameters Welding Material Current Arc Voltage Heat Input
Weld No. Pass Designation Diameter/mm Polarity/A Current/V
I Root TGS-61 2 DCEN 95 12 1.1
II Fill/Cap TGS-61 2 DCEN 105 13 1.2~1.4
III Root TGS-61 2 DCEN 105 13 1.2
IV Fill/Cap TGS-61 2 DCEN 115 13 1.2~1.6
2. Test Results
(1) Mechanical Tests The results of the mechanical property tests are shown in Table 5. All mechanical property tests passed, with the weld joint strength and toughness meeting the requirements.
Table 5 Mechanical Test Results of Welded Joints Tensile Test Bend Test
Weld No. Specimen ID Specimen Size/mm
MPa Fracture Location Specimen ID Specimen Size/mm Bend Test Result
I A1 19.0×5.9 678 Base Metal A3 38×6 Pass –
II A2 18.5×5.8 727 Base Metal A4 38×6 Pass –
III B1 18.9×11.6 684 Base Metal B3 10×11 Pass –
IV B2 19.5×11.0 723 Base Metal B4 10×11 Pass –
(2) Metallographic Analysis Micro-metallographic analysis was performed on the above specimens, and the conclusions are shown in Table 6. The microstructures are shown in Figure 2. The results show that the entire weld joint area is basically austenitic structure, maintaining consistency with the base metal microstructure.
Table 6 Micro-metallographic Analysis Results Weld No. Location Microstructure (Austenite) (%)
I Weld Metal HAZ 100
II Base Metal 100
III Weld Metal HAZ 100
IV Base Metal 100
Weld Metal (Approximately 100% Austenite)
2013 Issue 12 Welding & Cutting
, held at a constant temperature of 40°C for 72 hours. After removal, they were cleaned, rinsed, blown dry, and dried, then weighed and observed under microscope and electron microscope. The test results are shown in Table 7.
Table 7 Corrosion Test Results
Max. Pit Depth /μm
Group 1 Thin 46.7551 46.7547 1.25×10⁻⁵ 0.69 0.98
Group 2 Thin 91.6846 91.6834 3.15×10⁻⁵ 0.63 21.67
Group 3 Thin 46.9692 46.9699 5.26×10⁻⁵ 0.44 9.85
Group 4 Thin 96.6399 96.6388 2.65×10⁻⁵ 0.26 0.95
Group 5 Thin 42.235 42.2349 3.21×10⁻⁶ 0.35 5.91
Group 6 Thin 96.6133 96.6132 2.57×10⁻⁶ 0.26 2.95
According to the design requirements, after corrosion testing, the specimen surface should have no visible pits observed by the naked eye, the maximum pit depth should be <0.025mm, and the weight loss should be <0.0001g/cm². By comparing pictures of the specimens before and after corrosion, it can be seen that the specimen surfaces are smooth, with no visible pits observed by the naked eye. Under a continuous zoom stereo microscope (20×), the pits are extremely dispersed, and the measured maximum depths are all <0.025mm, and the weight loss is also <0.0001g/cm². All indicators meet the design requirements. It is concluded that the above weld joints have good pitting corrosion resistance in a 40°C chloride-rich environment.
3. Conclusion
Through multiple welding tests, the welding parameters for 254SMo steel were determined, mastering the welding technology for this type of steel and solving technical problems in production. Using the high-Mo Ni-based ERNiCrMo-3 TIG welding wire as the welding material for S254Mo, while reasonably controlling heat input and interpass temperature (heat input <2.0 kJ/mm, interpass temperature <150°C), and under the premise of strict protection of the welding area with argon gas, the shortcomings of alloy element segregation and welding hot cracking tendency that are prone to occur when using welding materials with matching chemical composition were overcome. Weld joints that meet both mechanical property and corrosion resistance requirements were obtained.
Super austenitic stainless steel 254SMo, with its excellent performance and relatively low cost, will undoubtedly find increasingly widespread application in the offshore oil industry. MW (20130103)
HAZ (Austenite) Base Metal (Austenite)
(a) Weld I (500×)
HAZ (Austenite) Base Metal (Austenite)
(b) Weld II (500×)
Figure 2 Metallographic Structure
(3) Corrosion Test The pitting corrosion test was conducted according to ASTM G48 Method C to measure weight loss, pitting density, and maximum pit depth. Standard specimens of 25mm×50mm were used, with the weld located in the middle of the length direction, obtained by machining, and ground and polished to achieve a uniform surface roughness. They were divided into three groups, with one thick and one thin specimen in each group. The specimens were immersed in a prepared FeCl₃ solution

Alloy 6061 in Review
A member of the 6000 series, 6061 aluminum’s main alloying elements are magnesium and silicon, and it’s a great example of a jack of all trades. The alloy is somewhat universal, seeing some exposure in structural and building products as well as the aerospace and recreation industries.
Alloy 6061 displays good tensile strength, which can be improved by temper treatment, and good corrosion resistance, weldability, and workability. Its workability makes it the right choice for many extrusion projects, as it is easy to form.
The alloy is widely available at a relatively low cost and is a great option to produce varied and precise components in different shapes. Although alloy 6061 doesn’t rank first in any aluminum properties tier list, it’s a great and reliable all-around aluminum alloy to work with.
Alloy 7075 in Review
Aluminum 7075 is a member of the 7000 series, which has zinc as its main alloying component and is well known for its extraordinarily high strength. Tempering treatment can then further enhance its high mechanical strength. This property makes alloy 7075 very popular in the aerospace and defense industries.
Its strength is comparable to that of many types of steel, but it has a much lower density. The alloy is an excellent substitute to steel in high-stress applications. It also excels in withstanding fatigue stress, rendering it very reliable, a quality much sought after in the industries mentioned above.
Alloy 7075 offers only average corrosion resistance, an outcome of the small amount of copper included in its chemical composition. It also features reasonable machinability and poor forming and weldability. Another drawback of this alloy is that it has a comparatively high cost relative to other aluminum alloys due to its exceptionally high strength.
Applications of the 7075 and 6061 aluminum alloys differ significantly due to their unique physical properties.
Applications of 6061 Aluminum
General Fabrication: Due to its ability to be easily welded or shaped, this material is often used in general fabrication processes, such as creating frames, brackets, and other components widely used in various sectors, including the construction industry.
Auto Parts: It is used in car parts where good strength-to-weight ratio and resistance to corrosion are essential, such as wheels or chassis components.
Electrical Items: The good electrical conductivity of aluminium allows its use in electric fittings and connectors found throughout electrical systems and devices.
Building for Ships: Its anticorrosive properties make it suitable for boat hulls, ramps, and other marine structures.
Construction: Aluminum 6061 is used in building construction due to its high tensile strength-to-weight ratio, excellent durability, and appealing aesthetics. It is commonly found in materials such as window frames, doors, roofing systems, and architectural trims.
Applications of 7075 Aluminum
Aerospace Components: Wing spars, fuselage frames, and other components subject to heavy loads in aircraft structures demonstrate the significant advantages of 7075’s high strength and low weight.
Tooling and Mold Making: Molds and tooling where wear resistance is required perform well with this material due to its hardness and strength qualities.
Military Applications: Military applications, such as armored vehicles and military-grade weapon systems, utilize it for its high-strength properties.
Sporting Equipment: Bicycle frames, climbing gear such as carabiners or anchors, and baseball bats can benefit from their high strength-to-weight ratio, which enhances performance.
High-Stress Applications: Any application that requires a strong yet lightweight material while maintaining formability and weldability can benefit from using 7075.
Cost Considerations
Cost is an important factor to consider when choosing between 6061 and 7075 aluminum. Generally, 6061 is more cost-effective due to its easier production and versatility. In contrast, 7075, known for its superior strength, tends to be more expensive. Your budget constraints will significantly influence your decision.

6061 vs. 7075 Aluminum: Which One to Choose?
Choosing between aluminum alloys for CNC machining can be challenging. Both alloy grades possess high strength-to-weight ratios, making them excellent choices for various manufacturing applications and structural metal fabrication.
However, as with many other manufacturing considerations, your choice will depend on several factors. One major factor to consider is the intended application of the final product. Additional factors include budget and manufacturing conditions.
6061 aluminum alloy is highly versatile, making it suitable for various structural applications. It is the ideal choice when machining, welding, or forming is required.
If corrosion is a concern in outdoor applications, 6061 aluminum is the better choice between the two. Additionally, extruding complex shapes from aluminum is more effectively done with 6061, especially when working with a limited budget.
On the other hand, a key characteristic of aluminum 7075 is its increased strength. As a result, it is a better choice when you require a material with very high tensile strength. This strength is complemented by excellent wear resistance and a high strength-to-weight ratio.
Choosing the 7075 alloy is the best option if you need to expose the component to heat or if there is significant friction involved. If cost is not a primary concern, this would be the ideal choice.
Conclusion
Ultimately, the choice between Aluminum 6061 and 7075 is up to the specific requirements of your project. To determine which alloy is best suited for your needs, consider factors such as composition, strength, machinability, applications, cost, and yield strength. Both alloys have unique strengths, and by evaluating the demands of your project, you can make a wise decision that will help to your success in the chosen application.