Duplex stainless steels possess high strength and toughness, as well as good resistance to intergranular corrosion, stress corrosion, and corrosion fatigue. They are widely used in fields such as petrochemicals, offshore chemical product storage tanks, and seawater heat exchangers. Among duplex stainless steels, SAF2205 is the most widely used, while the super duplex stainless steel SAF2507 has gained increasing attention due to its superior corrosion resistance [1]. The mechanical properties and corrosion resistance of duplex stainless steel welded joints depend on whether an appropriate austenite-ferrite ratio can be maintained in the joint. When the proportion of austenite and ferrite is close to 50% each, the performance is optimal. If more ferrite is retained in the weld seam and heat-affected zone after welding, the tendency for intergranular corrosion and susceptibility to hydrogen-induced cracking (embrittlement) may increase [2]. This paper provides a comparative analysis of the microstructure and properties of the base metal, weld seam, and heat-affected zone of SAF2205 and SAF2507 duplex stainless steels after welding, as used in chemical containers.
-
Welding Tests and Weld Composition
Both SAF2205 and SAF2507 were welded using the shielded metal arc welding (SMAW) process. The groove was prepared in an X-shape, and multi-pass welding was employed. The electrodes used were E2209 and E2594, respectively. After welding, a visual inspection of the joints was conducted, revealing no defects such as undercut, cracks, lack of fusion, incomplete penetration, porosity, or slag inclusions. The weld reinforcement height ranged from 1 to 3 mm. The measured chemical compositions of the post-weld SAF2205 and SAF2507 weld seams are shown in Table 1.
Tab.1 Weld seam composition fo SAF2205 and SAF2507(wt%)
Elements C Si Mn Cr Ni Mo N SAF2205Weld Composition 0.03 0.54 0.2 25.4 9.4 3.98 0.24 SAF2507Weld Composition 0.02 0.51 1 23.4 8.6 2.97 0.16 -
Post-Weld Microstructure
2.1 Metallographic Structure
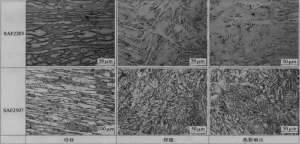
After welding, metallographic analysis was conducted on the weld zone, heat-affected zone, and base metal of the welded joints. The etchant used was a mixed solution of potassium ferricyanide and sodium hydroxide. The results are shown in Figure 1. The microstructures of SAF2205 and SAF2507 base metals are similar, with the austenite phase distributed in an island-like pattern within the ferrite matrix. However, under the same welding conditions, the microstructures of the weld zones and heat-affected zones of the two materials differ significantly. The weld zone and the heat-affected zone of SAF2205 are coarser compared to those of SAF2507 and exhibit Widmanstätten structure characteristics, which can easily lead to embrittlement of the joint.
2.2Phase Ratio
Duplex stainless steels exhibit better corrosion resistance, especially against chloride ion corrosion, compared to austenitic and ferritic stainless steels. The primary reason lies in their unique phase structure and phase ratio. Therefore, the phase ratio in welded joints is one of the most critical indicators for evaluating welding quality. In this study, the phase ratios in different regions of the two materials were determined using the area method via material micrography and metallographic analysis. The results are shown in Figure 2. The ferrite contents in the base metal, weld zone, and heat-affected zone of SAF2205 are 58%, 51%, and 65%, respectively, while those for SAF2507 are 47%, 47%, and 49%, respectively. The phase ratio in the weld zone of SAF2507 is the same as that of the base metal. The difference in the heat-affected zone compared to the base metal is only 2%, and it is closer to 50%. For SAF2205, the phase ratio in the weld zone is 7% lower than that of the base metal, closer to 50%, which is more favorable than the base metal ratio. The phase ratio in the heat-affected zone is 7% higher than that of the base metal, exceeding 60%. The phase ratios in the weld zones of both materials largely depend on close to 50%. The phase ratio in the heat-affected zone of SAF2205 is more significantly affected by welding, while that of SAF2507 is less influenced, resulting in a more stable phase ratio.
3. Mechanical Properties
The mechanical properties of welded SAF2205 and SAF2507 duplex stainless steels are shown in Table 2. The tensile specimens of SAF2205 fractured in the heat-affected zone, whereas those of SAF2507 fractured in the base metal. The mechanical properties of the heat-affected zone in SAF2205 are more significantly influenced by welding heating.
4. Corrosion Tests
The corrosion behavior of SAF2205 and SAF2507 duplex stainless steel welded joints was tested by immersing them in a 6 wt% FeCl3 corrosion solution. Pitting corrosion specimens with dimensions of 10mm×8mm×2mm were cut from the base metal, heat-affected zone, and weld zone of the welded joints. The specimen surfaces were smooth, and pitting corrosion tests were conducted according to the ASTM G84 standard. The test temperature was (22±1)∘C, and the test duration was 24 hours. The corrosion performance of the two materials was compared using the weight loss method. The corrosion test results are shown in Table 3. The data in the table indicate that the corrosion resistance of the base metal, heat-affected zone, and weld zone of SAF2507 is significantly better than that of the corresponding regions in SAF2205. The corrosion rates did not exceed the 10 mg/(dm2⋅d) limit specified in the ASTM G84 standard, and no pitting was observed on the surfaces. Both joints exhibited good corrosion resistance.
During the first welding pass, the softened zone is located approximately 4 mm from the weld centerline, with a width of about 1 mm and a softening magnitude of approximately 11%. After the second welding pass, heat diffuses outward, causing the softened zone to shift outward to around 6 mm, with its width increasing to 1–2 mm. The softening magnitude remains largely unchanged, while the hardness in other areas also decreases. After the third welding pass, heat continues to diffuse outward, resulting in a softened zone located between 5 mm and 9 mm from the weld centerline, with a softening magnitude of about 15%.
The tensile performance of the welded joints was tested using strip specimens as shown in Figure 1 and a CSS-44000 electronic universal testing machine. The results are presented in Table 3. It can be seen that the strength of the ER50-6 low-matching wire welded joint decreases by about 10%, and the elongation decreases by approximately 25%. The fracture occurs in the heat-affected zone. For coiled tubing subjected to plastic strain during operation, such mechanical inhomogeneity may lead to strain concentration in the softened heat-affected zone, thereby reducing the tensile and fatigue performance of the joint [7]. Therefore, when developing welding procedures, the influence of the welding thermal process on the heat-affected zone should be fully considered to achieve a more uniform strength distribution in the welded joint, thereby improving its tensile performance.