Super austenitic stainless steel 254SMo is widely used in chloride-rich marine environments due to its excellent pitting corrosion resistance and relatively low cost. This paper mainly discusses the characteristics and welding technology of 254SMo steel. Through welding experiments on 254SMo steel, followed by post-weld mechanical and corrosion performance tests, and qualitative and quantitative analysis of the metallographic structure, the welding process for 254SMo steel was determined. Correct welding techniques and reasonable welding parameters are key to ensuring that the welded joint meets both mechanical and corrosion resistance requirements.
1. Test Method
To verify the applicability of the welding process, one test piece each of two specifications of 254SMo steel pipes, φ60.3mm×5.54mm (Test Pipe 1) and φ168.3mm×11mm (Test Pipe 2), were selected for welding. Post-weld mechanical and corrosion performance tests were conducted. The test process and methods are as follows.
(1) Welding Materials 254SMo steel can be welded using various methods such as Tungsten Inert Gas (TIG) welding, Shielded Metal Arc Welding (SMAW), and Submerged Arc Welding (SAW), but the most commonly used is still TIG welding. Based on the actual engineering requirements, this paper selected TIG welding.
When welding 254SMo steel with welding materials that have matching chemical compositions, two major weaknesses are prone to occur: First, due to the influence of the welding thermal process, severe segregation of alloy elements occurs in the austenitic structure of the fusion zone. Particularly, elements like Cr, Mo, and N, which directly affect the corrosion resistance of the weld joint, tend to segregate towards the grain boundaries, while the alloy content within the grain cores decreases sharply, making these areas weak points against corrosion. Second, because the molten pool solidifies in the austenitic region, both the weld metal and the Heat-Affected Zone (HAZ) have a greater tendency for hot cracking. Based on the above two points, welding materials with chemical compositions matching the base metal are generally not recommended for welding 254SMo steel. Since Mo element can significantly improve corrosion resistance while also reducing the hot cracking tendency, high-Mo Ni-based alloy welding materials are usually selected, among which ERNiCrMo-3 is commonly used.
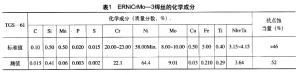
This paper selected TGS-61 (type ERNiCrMo-3) solid TIG welding wire. The chemical composition of the welding wire is shown in Table 1. The shielding gas for both the front and back sides was Argon gas with a purity ≥99.99%.
Table 1 Chemical Composition of ERNiCrMo-3 Welding Wire
(2) Base Metal The test pipes were 254SMo steel pipes produced by Sweden’s Sandvik company, delivered in the solution-annealed condition. The chemical composition and mechanical properties of the base metal are shown in Tables 2 and 3.
Table 2 Chemical Composition of 254SMo Steel Chemical Composition (Mass Fraction, %) Pitting Resistance
C Si Mn P S Cr Ni Mo Cu N Equivalent (%)
Standard Value 0.020 0.80 1.00 0.030 0.010 19.5~20.5 17.5~18.5 6.0~6.5 0.50~1.00 0.18~0.22 >42
Test Pipe 1 0.008 0.41 0.77 0.019 0.0008 19.85 17.85 6.04 0.51 0.203 43
Test Pipe 2 0.013 0.36 0.66 0.024 0.0004 19.62 18.24 6.10 0.71 0.212 43
Table 3 Mechanical Properties of 254SMo Steel Yield Strength/MPa Tensile Strength Elongation
254SMo
(3) Groove Design The groove form is shown in Figure 1, with a 60° groove angle and a 1~1.5mm root face.
Figure 1 Groove Form
(4) Pre-weld Preparation The groove was obtained by machining. Before welding, the area within 50mm of the groove surface on both the inside and outside of the pipe must be cleaned to ensure the absence of oil, rust, or other contaminants (use acetone to clean oil stains). Like conventional austenitic stainless steel, super austenitic stainless steel does not require preheating before welding.
(5) Welding Parameters To ensure the corrosion resistance of the weld area and prevent hot cracking, heat input and interpass temperature must be strictly controlled during welding. The heat input should be controlled below 2.0 kJ/mm, and the interpass temperature should be controlled below 150°C. The welding parameters are shown in Table 4.
Table 4 Welding Parameters Welding Material Current Arc Voltage Heat Input
Weld No. Pass Designation Diameter/mm Polarity/A Current/V
I Root TGS-61 2 DCEN 95 12 1.1
II Fill/Cap TGS-61 2 DCEN 105 13 1.2~1.4
III Root TGS-61 2 DCEN 105 13 1.2
IV Fill/Cap TGS-61 2 DCEN 115 13 1.2~1.6
2. Test Results
(1) Mechanical Tests The results of the mechanical property tests are shown in Table 5. All mechanical property tests passed, with the weld joint strength and toughness meeting the requirements.
Table 5 Mechanical Test Results of Welded Joints Tensile Test Bend Test
Weld No. Specimen ID Specimen Size/mm
MPa Fracture Location Specimen ID Specimen Size/mm Bend Test Result
I A1 19.0×5.9 678 Base Metal A3 38×6 Pass –
II A2 18.5×5.8 727 Base Metal A4 38×6 Pass –
III B1 18.9×11.6 684 Base Metal B3 10×11 Pass –
IV B2 19.5×11.0 723 Base Metal B4 10×11 Pass –
(2) Metallographic Analysis Micro-metallographic analysis was performed on the above specimens, and the conclusions are shown in Table 6. The microstructures are shown in Figure 2. The results show that the entire weld joint area is basically austenitic structure, maintaining consistency with the base metal microstructure.
Table 6 Micro-metallographic Analysis Results Weld No. Location Microstructure (Austenite) (%)
I Weld Metal HAZ 100
II Base Metal 100
III Weld Metal HAZ 100
IV Base Metal 100
Weld Metal (Approximately 100% Austenite)
2013 Issue 12 Welding & Cutting
, held at a constant temperature of 40°C for 72 hours. After removal, they were cleaned, rinsed, blown dry, and dried, then weighed and observed under microscope and electron microscope. The test results are shown in Table 7.
Table 7 Corrosion Test Results
Max. Pit Depth /μm
Group 1 Thin 46.7551 46.7547 1.25×10⁻⁵ 0.69 0.98
Group 2 Thin 91.6846 91.6834 3.15×10⁻⁵ 0.63 21.67
Group 3 Thin 46.9692 46.9699 5.26×10⁻⁵ 0.44 9.85
Group 4 Thin 96.6399 96.6388 2.65×10⁻⁵ 0.26 0.95
Group 5 Thin 42.235 42.2349 3.21×10⁻⁶ 0.35 5.91
Group 6 Thin 96.6133 96.6132 2.57×10⁻⁶ 0.26 2.95
According to the design requirements, after corrosion testing, the specimen surface should have no visible pits observed by the naked eye, the maximum pit depth should be <0.025mm, and the weight loss should be <0.0001g/cm². By comparing pictures of the specimens before and after corrosion, it can be seen that the specimen surfaces are smooth, with no visible pits observed by the naked eye. Under a continuous zoom stereo microscope (20×), the pits are extremely dispersed, and the measured maximum depths are all <0.025mm, and the weight loss is also <0.0001g/cm². All indicators meet the design requirements. It is concluded that the above weld joints have good pitting corrosion resistance in a 40°C chloride-rich environment.
3. Conclusion
Through multiple welding tests, the welding parameters for 254SMo steel were determined, mastering the welding technology for this type of steel and solving technical problems in production. Using the high-Mo Ni-based ERNiCrMo-3 TIG welding wire as the welding material for S254Mo, while reasonably controlling heat input and interpass temperature (heat input <2.0 kJ/mm, interpass temperature <150°C), and under the premise of strict protection of the welding area with argon gas, the shortcomings of alloy element segregation and welding hot cracking tendency that are prone to occur when using welding materials with matching chemical composition were overcome. Weld joints that meet both mechanical property and corrosion resistance requirements were obtained.
Super austenitic stainless steel 254SMo, with its excellent performance and relatively low cost, will undoubtedly find increasingly widespread application in the offshore oil industry. MW (20130103)
HAZ (Austenite) Base Metal (Austenite)
(a) Weld I (500×)
HAZ (Austenite) Base Metal (Austenite)
(b) Weld II (500×)
Figure 2 Metallographic Structure
(3) Corrosion Test The pitting corrosion test was conducted according to ASTM G48 Method C to measure weight loss, pitting density, and maximum pit depth. Standard specimens of 25mm×50mm were used, with the weld located in the middle of the length direction, obtained by machining, and ground and polished to achieve a uniform surface roughness. They were divided into three groups, with one thick and one thin specimen in each group. The specimens were immersed in a prepared FeCl₃ solution